English
English Esperanto
Esperanto  Afrikaans
Afrikaans  Català
Català  שפה עברית
שפה עברית  Cymraeg
Cymraeg  Galego
Galego  Latviešu
Latviešu  icelandic
icelandic  ייִדיש
ייִדיש  беларускі
беларускі  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Shqiptar
Shqiptar  Malti
Malti  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  മലയാളം
മലയാളം  Maori
Maori  Монгол хэл
Монгол хэл  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  Punjabi
Punjabi  پښتو
پښتو  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho  සිංහල
සිංහල  Gàidhlig
Gàidhlig  Cebuano
Cebuano  Somali
Somali  Тоҷикӣ
Тоҷикӣ  O'zbek
O'zbek  Hawaiian
Hawaiian  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  Igbo
Igbo  Sundanese
Sundanese  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  Yoruba
Yoruba  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Az?rbaycan
Az?rbaycan  Slovensky jazyk
Slovensky jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Com es fa un pla de control de precisió de mecanitzat
2021/07/06
Com es fa un pla de control de precisió de mecanitzat
"Ordenarem i classificarem les solucions al problema de les toleràncies de mida geomètrica enmecanitzat en quatre aspectes: peces de treball, eines, accessoris i màquines-einai feu alguns suggeriments.
Enprocessament mecànic, la unitat composta per màquines-eina, accessoris, eines i peces es denomina sistema de procés. En el procés de processament, a causa de l'existència de diversos errors primitius en el sistema de procés, es destrueix la correcta relació geomètrica entre la peça i l'eina i la mida geomètrica està fora de tolerància. Generalment, els errors originals que es poden produir durant el processament es divideixen en dos tipus, a saber, els errors originals "estàtics" relacionats amb l'estat inicial del sistema de procés i els errors originals "dinàmics" relacionats amb el procés de processament. A continuació es proposen solucions al problema de les dimensions geomètriques fora de la tolerància a mecanitzat de pecesdes de quatre aspectes: peces de treball, eines, accessoris i màquines-eina.
Peça de treball
1) S'hauria de seguir el principi general de mecanitzat, és a dir, primer el punt de referència, després d'altres, primer la cara, el forat primer, el mestre després el segon, primer aspre després separació fina, gruixuda i fina.
2) Abans de finalitzar el procés, afluixeu la placa de pressió, deixeu anar l'estrès de subjecció correctament i comprimeu lleugerament la peça de treball després de realinear-la. Per tal de garantir la seguretat del processament i la qualitat del processament, es recomana obtenir el millor valor de parell per a la compactació de la llum mitjançant la verificació experimental i realitzar una compactació de parell constant.
3) El punt d’acció de la força de subjecció ha de ser un punt sòlid i el punt d’acció es deforma perquè no és un punt real. Hi ha 3 solucions:
â ‘Descomponeu l’original de subjecció en dos de fixació de punt sòlid, però presteu atenció al canvi. La seqüència de subjecció, si cal, s’ha de tornar a alinear la peça de treball.
â‘¡Configureu el capçal de procés de subjecció de la peça i, un cop finalitzats tots els procediments, decidiu si voleu eliminar el capçal de procés segons si afecti el muntatge de la peça de treball.
â € ¢ Es proporcionen suports auxiliars als punts febles de l'estructura de subjecció (vegeu la figura 1). Alguns suports auxiliars hidràulics del mercat actual ja poden aconseguir un suport de "deformació nul·la". Per a
Suport auxiliar1
4) Assegureu-vos que les superfícies de posicionament de la peça i del dispositiu tenen una bona planicitat. L’autocontrol de la planitud es mostra a la figura 2.
Si el pla de posicionament és gran, la superfície de posicionament del dispositiu es pot substituir per una forma de bloc per evitar la deformació de deformació de subjecció causada per la peça de treball i el pla gran del dispositiu;
si no es pot garantir la planitud de la peça, la pell de coure, els trossos de paper i les fibres de l’ordit, etc., aplana la superfície de posicionament i, a continuació, comprimeix-la per al seu processament.
Autocontrol de la planitud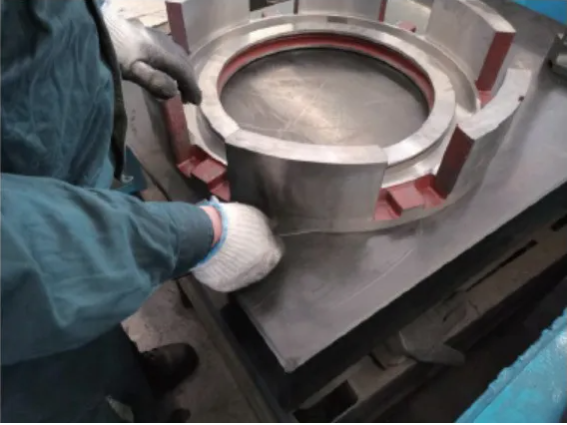
5) Durant el procés de mecanitzat, s’utilitza fluid de tall per dissipar la calor a temps i reduir la deformació tèrmica de la peça.
6) El tractament d'envelliment es disposa abans del mecanitzat semi-acabat per alliberar completament l'estrès intern de la peça.
7) Quan torneu, per a peces de parets primes, utilitzeu mandíbules toves o colls separats per a la subjecció o utilitzeu la compressió de la cara final en lloc de la compressió circumferencial.
8) Durant el gir, el processament de deformació inversa es realitza segons la deformació, és a dir, la quantitat de deformació corresponent es preprocessa en la direcció oposada,
i la quantitat de deformació inversa i la quantitat de deformació es cancel·len mútuament un cop finalitzat el processament.
9) En girar peces de treball irregulars grans, el contrapès s'ha de dur a terme segons la posició del centre de massa de la peça per reduir la força centrífuga.
Aspecte de l'eina
1) Abans de perforar, perforar i escariare, si hi ha una estructura de mitja paret a la part de mecanitzat, primer s’ha de retirar la part de mitja paret;
si la part de mecanitzat és una superfície en blanc, la superfície en blanc ha de ser primer cap a cara per garantir una força uniforme durant el tall.
2) Abans de mecanitzar, comproveu el recorregut radial i axial de l'eina d'acord amb les normes pertinents.
3) Els portaeines tenen prohibit copejar-se i ratllar-se, i s’utilitzen eines especials per netejar regularment els forats cònics de l’eix de la màquina.
4) Controleu la longitud de l'eina, en la mesura del possible, per assegurar-vos que l'eina tingui un diàmetre suficient, per garantir que l'eina sigui ferma.
5) Per a peces amb requisits de precisió molt elevats, l’eina ha d’estar equilibrada dinàmicament abans de processar-la.
6) Ajusteu els paràmetres de tall i els angles de l'eina, etc., per controlar la força, la calor i el desgast de l'eina durant el processament.
7) Utilitzeu eines especials antivibració i antivibració.
Aspecte fix
1) Milloreu el mètode de subjecció per evitar que el punt d’instal·lació del cargol de compressió i el punt de suport posterior de la placa de pressió siguin un sobre el dispositiu i l’altre a la màquina-eina per evitar que el cargol de compressió estiri provocant una greu deformació de l’aparell.
2) El dispositiu ha de tenir una rigidesa suficient.
3) Quan l’aparell adopta el mandril per al seu posicionament i el mandril disposa d’un fil de compressió, el fil ha de ser mòlt per assegurar la perpendicularitat del fil i la superfície final de posicionament del mandril.
4) Realitzeu una verificació de l'equilibri dinàmic en els accessoris de gir de precisió per controlar la deformació centrífuga del dispositiu quan gira.
La màquina-eina inspecciona i confirma la màquina-eina d'acord amb l'acceptació de la màquina-einanormes de precisió, com ara comprovar la verticalitat del fus de la màquina-eina i la taula de treball, i el moviment del fus.
Observacions finals
1) Quan la peça de treball, especialment el nou producte, està fora de tolerància en les dimensions geomètriques, primer determineu quin tipus de deformació la causa i, a continuació, trobeu una solució adequada segons la solució de deformació corresponent.
2) Exploreu l'ús de la tecnologia d'anàlisi d'elements finits assistits per ordinador per fer una anàlisi de la deformació del sistema de procés per endavant, que sigui favorable a l'optimització contínua del pla de procés.
3) En el treball diari, hem de ser bons en resumir solucions i extreure inferències les unes de les altres, per millorar de manera exhaustiva la qualitat del producte.